












Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Liste de Produits
marque: junlong
Détails d'emballage: caisse en bois
productivité: 50000
transport: Ocean
Lieu d'origine: Chine
Soutenir: 50000
Certificats : ISO9001:2005
Hafen: Qingdao Port
Type de paiement: L/C
Incoterm: FOB
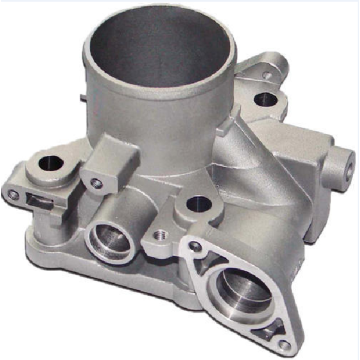
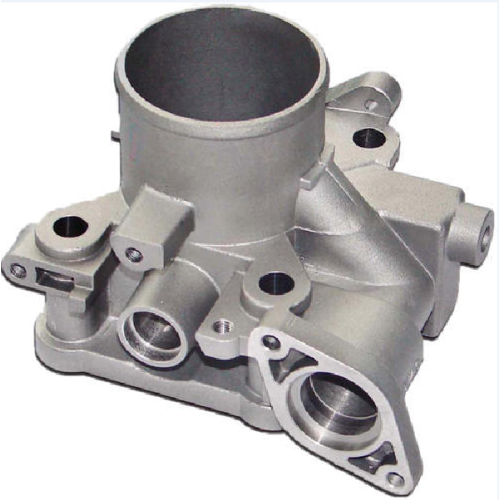
ce produit en acier inoxydable 316 et utilise la solch
Coulée de précision de pièces de train
Coulée de précision de pièces de chemin de fer
Coulée de précision de pièces automobiles
Coulée de précision de pièces mécaniques
Pièces détachées pour chariots élévateurs
Moulage de pièces de machines agricoles
Fonderie de pièces pétrolières
Moulage de pièces chimiques
Coulée de précision de pièces de bateau
Alliage d'acier de précision
Coulée de précision en acier au carbone
1. Dans le processus de cire, nous mélangeons de l'acide stéarique et de la cire de paraffine en faisant de la cire, comme vous le savez, c'est mieux que le polyéthylène , et la déformation de la cire est faible.
2. Dans le procédé au trempé, la plupart des fournisseurs adoptent des techniques de verre d'eau dans le secteur domestique, mais nous adoptons des techniques composites ou des techniques de sol de silice. Comme vous le savez, les pièces en acier au carbone sol techniques), cette méthode est si populaire auprès de nos clients, et la qualité est supérieure à la technique du verre d'eau, le coût est inférieur à celui des techniques de sol de silice.
3. Dans la coquille de décision, nous adoptons la ligne automatique de production couvrant le sable, ce qui a été inventé sous la direction de notre température générale intérieure manager.The a été contrôlée par les conditions d'air, maintenant la température à 24 ℃ ± 1 ℃, ce qui peut rendre la coulées beaucoup plus stables, les tissus internes beaucoup plus proportionnés.
4. Dans le processus de durcissement de coquille, nous utilisons du chlorure d'aluminium pour durcir la coquille. Cela peut rendre la coquille si dure qu'elle ne peut pas être déformée, en même temps que le bug que la coulée peut avoir sera diminué. ou des chiffres, ils seront beaucoup plus clairs.
5. Dans le processus de déparaffinage, environ 95% des fournisseurs de moulages adoptent les techniques originales de déparaffinage à l'eau, mais nous utilisons les techniques avancées de déparaffinage à la vapeur, dont nous sommes très fiers. le casting est beaucoup plus beau.
6. Dans le processus de fusion, nous utilisons un four à moyenne fréquence, en évitant l'émergence de l'oxyde; dans la pièce de contrôle en acier en fusion, nous utilisons une machine de spectrométrie à lecture directe importée d'Allemagne, assurant sa qualité avant la sortie de l'acier fondu. Nous utilisons un logiciel de gestion et de production ERP pour obtenir les informations de retour.
7. Dans le processus d'obturation, nous avons des machines spéciales, qui peuvent réduire les frappes et les coups, facilement obtenues par un renversement manuel.
8. Dans le processus de grenaillage, nous avons une machine de grenaillage de type à chenilles et suspendue, avec une grenaille d'acier 0,5-0,8, ce qui rend les produits lisses. Bien sûr, si le client le veut beaucoup plus beau, nous pouvons également effectuer du sable -blast traitement.
9. Dans le processus de traitement thermique, nous utilisons un four électrique et adoptons un contrôle à double température afin de chauffer les produits de manière égale. En conséquence, les produits auront une grande structure métallurgique.
10. Notre tolérance peut atteindre 5 à 7 selon la norme de tolérance de notre pays.
11. Dans le processus d'usinage, nous avons 12 centres d'usinage CNC et quelques autres machines, de sorte que nous pouvons faire d'autres usinages si les clients ont besoin.
12. Avant l'emballage, nous utilisons la machine de séchage automatique pour augmenter l'efficacité du séchage et effectuer un traitement spécial contre la rouille dans le transport.
13. Au sujet du paquet, nous adoptons le cas en bois sans fumigation standardisé par l'Europe.
14. A propos de la mesure de la dimension, nous avons 2 machines à mesurer à trois coordonnées; et à propos de la mesure de la dureté, nous avons testeur de dureté brinell et testeur de dureté Rockwell.
Groupes de Produits : Prise en acier en carbone > Moulages de soupape de pompe









Accueil > Liste de Produits > Prise en acier en carbone > Moulages de soupape de pompe > Coulée de précision en acier inoxydable





Envoyer Une Demande

Ms. Anna
Numéro De Téléphone:86-0536-7669966
Fax:86-0536-7669966
Portable:+8618363688899
E-mail :info@Junlongcast.com
Adresse De Compagnie:Fangzi district eight road., Weifang, Shandong
site mobile
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.